O panel de operación do centro de mecanizado é algo co que entra en contacto todo traballador CNC. Vexamos o que significan estes botóns.

O botón vermello é o botón de parada de emerxencia. Cando se preme este interruptor, a máquina ferramenta parará, normalmente en condicións de emerxencia ou inesperadas.
As ferramentas CNC Xinfa teñen as características de boa calidade e prezo baixo. Para obter máis información, visite:
Fabricantes de ferramentas CNC - Fábrica e provedores de ferramentas CNC de China (xinfatools.com)

Comeza dende o extremo esquerdo. O significado básico dos catro botóns é
1 O funcionamento automático do programa refírese ao funcionamento automático do programa ao procesar o programa. Úsase habitualmente para procesar. Neste estado, o operador só ten que suxeitar o produto e despois premer o botón de inicio do programa.
2O segundo é o botón de edición do programa. Úsase principalmente na edición de programas
3 O terceiro é o modo MDI, que se usa principalmente para introducir códigos curtos manualmente como S600M3
O modo 4DNC úsase principalmente para mecanizado en liña

Estes catro botóns de esquerda a dereita son
1 Botón de programa cero, usado para a operación de cero
2. Modo de avance rápido. Preme esta tecla e fai coincidir o eixe correspondente para moverte rapidamente.
3. Alimentación lenta. Prema esta tecla e a máquina-ferramenta moverase lentamente en consecuencia.
4 botón do volante, prema este botón para operar o volante

Estes catro botóns son de esquerda a dereita
1 Execución dun só bloque, prema esta tecla e o programa deterase despois dun período de execución.
2. Comando de salto de segmento de programa. Cando hai un símbolo / diante dalgúns segmentos do programa, se preme esta tecla, este programa non se executará.
3. Seleccione Deter. Cando hai M01 no programa, prema esta tecla e o código funcionará.
4 instrucións de demostración manuais

1 Botón de reinicio do programa
2. Comando de bloqueo da máquina ferramenta. Prema esta tecla e a máquina-ferramenta bloquearase e non se moverá. para depuración
3. Funcionamento en seco, xeralmente usado xunto co comando de bloqueo da máquina ferramenta para programas de depuración.
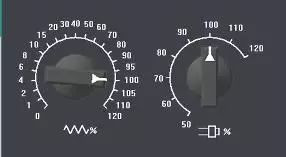
O interruptor da esquerda úsase para axustar a taxa de alimentación. Á dereita está o botón de axuste da velocidade do fuso
De esquerda a dereita, hai o botón de inicio do ciclo, a pausa do programa e a parada do programa MOO.

Isto representa o fuso correspondente. Polo xeral, as máquinas ferramenta non teñen 5 ou 6 eixes. Pódese ignorar
Úsase para controlar o movemento da máquina. Preme a tecla no medio e alimentarase rapidamente.

A secuencia é a rotación cara adiante do fuso, a parada do fuso e a rotación cara atrás do fuso.


Non hai que explicar o panel numérico e alfabético, é como un teléfono móbil e un teclado de ordenador.
A clave POS significa sistema de coordenadas. Prema esta tecla para ver as coordenadas relativas e absolutas do sistema de coordenadas da máquina-ferramenta.
ProG é unha clave de programa. As operacións do programa correspondentes xeralmente deben ser operadas no modo de premer esta tecla.
O OFFSETSET úsase para establecer os puntos da ferramenta no sistema de coordenadas.
shift é a tecla shift
CAN é a tecla de cancelación. Se introduce un comando incorrecto, pode premer esta tecla para cancelalo.
IUPUT é a tecla de entrada. Esta chave é necesaria para a entrada de datos xerais e a entrada de parámetros.
Chave do sistema SYETEM. Úsase principalmente para ver a configuración dos parámetros do sistema
A MENSAXE é principalmente indicacións de información
Comando de parámetro gráfico CUSTOM
ALTEL é a chave de substitución, que se usa para substituír instrucións do programa.
Inserir é a instrución de inserción utilizada para inserir o código do programa.
delete úsase principalmente para eliminar código
O botón RESET é moi importante. Úsase principalmente para reiniciar, deter programas e deter algunhas instrucións.
Os botóns explicáronse basicamente e cómpre practicar máis no lugar para familiarizarse con eles.
Hora de publicación: 27-maio-2024


