Broca de flujo de carburo de tungsteno



Presentación do produto
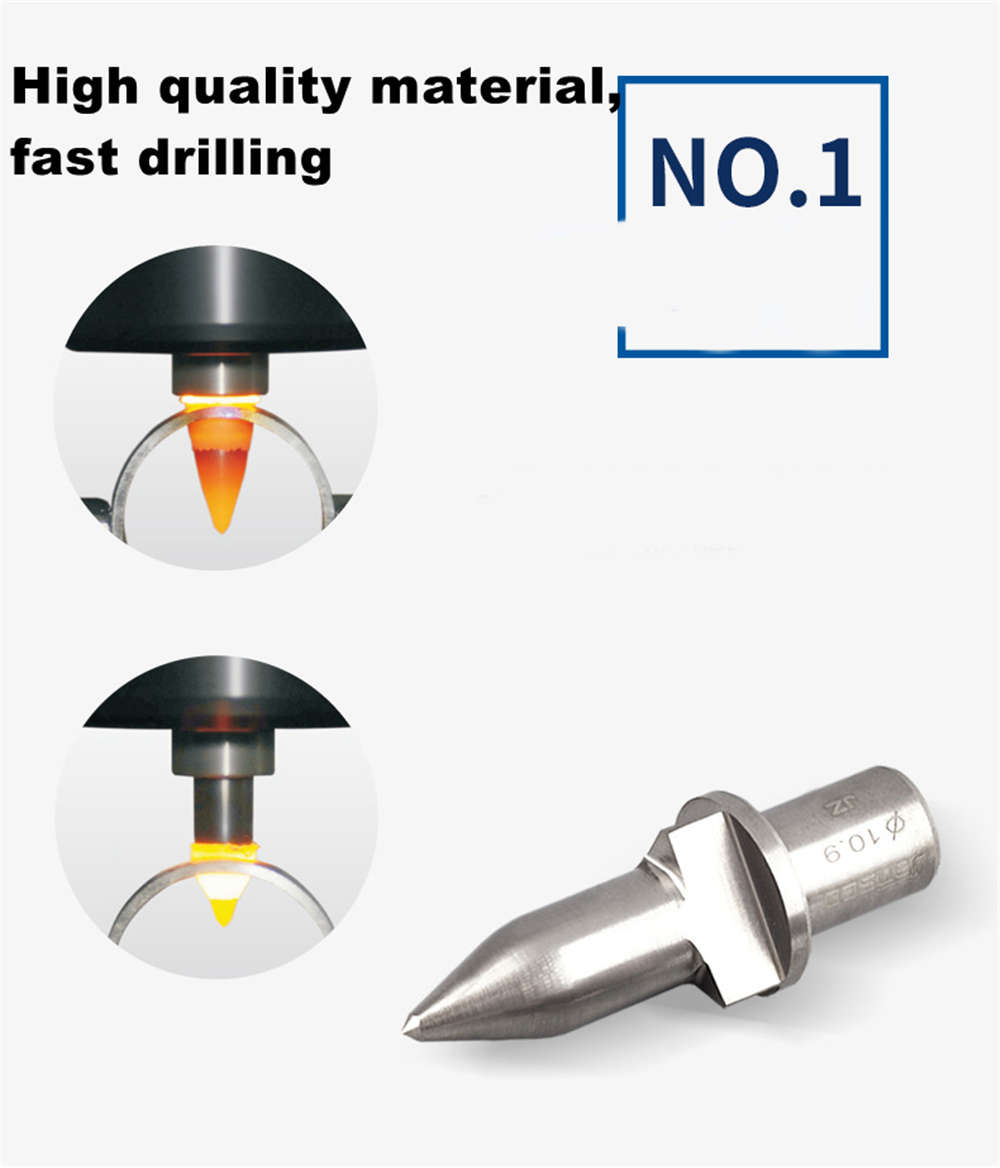
O principio da perforación de fusión en quente
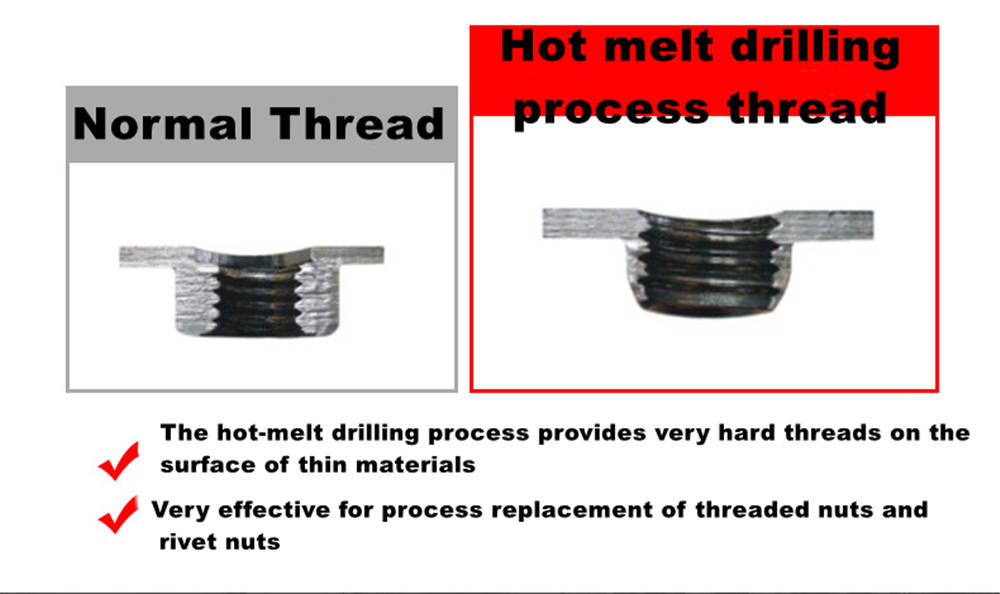
O taladro de fusión en quente xera calor mediante a rotación a alta velocidade e a fricción a presión axial para plastificar e substituír o material. Ao mesmo tempo, perfora e forma un casquillo cunhas 3 veces o grosor da materia prima, e extrúe e golpea a billa para facelo sobre o material fino. Fíos de alta precisión e alta resistencia.
Recomendación para o seu uso en obradoiros
O primeiro paso: plastificar o material mediante rotación a alta velocidade e presión axial. O grosor do casco moldeado é 3 veces o da materia prima.
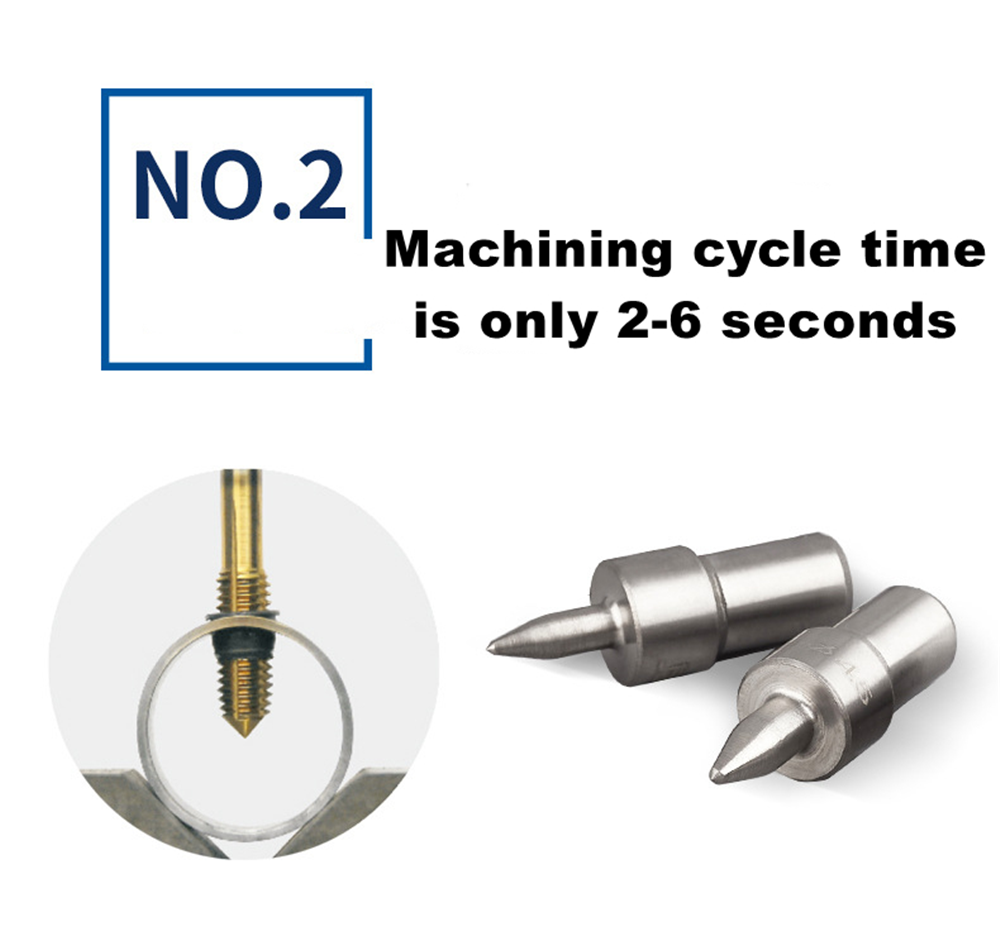
O segundo paso: o fío está formado por extrusión en frío para producir fíos de alta precisión, alto par e alta especificación
| Marca | Xinfa | Revestimento | No |
| Nome do produto | Set de brocas de fricción térmica | Tipo | Tipo plano/redondo |
| Material | Carburo de volframio | Use | Perforación |
Característica



Precaucións para o uso de brocas de fusión en quente
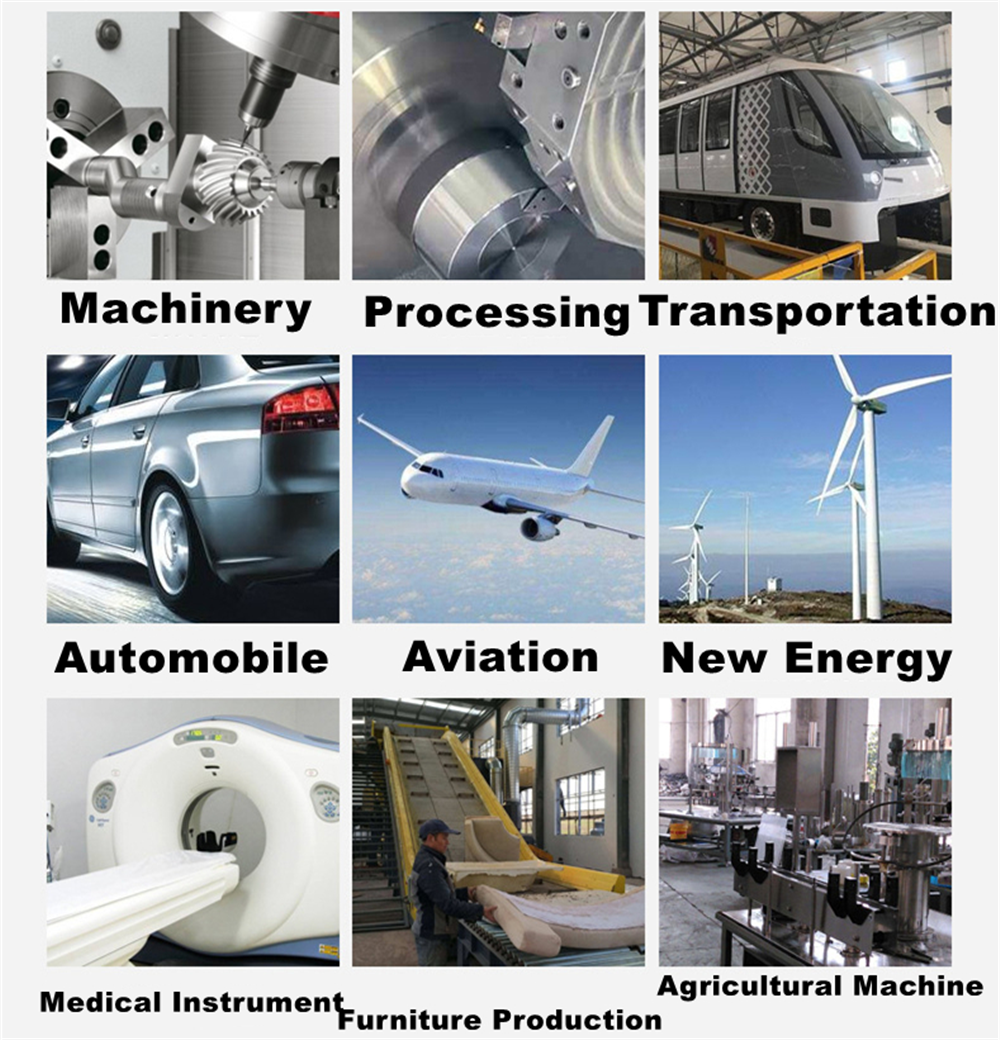
1. Material da peza: a broca de fusión en quente é adecuada para procesar varios materiais metálicos cun diámetro de 1,8-32 mm e un espesor de parede de 0,8-4 mm, como ferro, aceiro suave, aceiro inoxidable, titanio, aluminio, cobre, cobre, latón (contido de Zn inferior ao 40%), aliaxe de aluminio (contido de Si inferior ao 0,5%), etc. Canto máis groso e duro sexa o material, menor será a vida útil da broca de fusión en quente.
2. Pasta de fusión en quente: cando o taladro de fusión en quente está funcionando, xérase instantáneamente unha alta temperatura de máis de 600 graos. A pasta especial de fusión en quente pode prolongar a vida útil da broca de fusión en quente, mellorar a calidade da superficie interna do cilindro e producir unha forma de bordo limpa e satisfactoria. Recoméndase engadir unha pequena cantidade de pasta de fusión en quente na ferramenta por cada 2-5 buratos perforados en aceiro carbono común; para pezas de aceiro inoxidable, para cada orificio perforado, engade a man pasta termofusible; canto máis groso e duro sexa o material, maior será a frecuencia de adición.
3. O vástago e o portabrocas da broca de fusión en quente: se non hai un disipador de calor especial, use aire comprimido para arrefriar.
4. Equipo de máquinas de perforación: sempre que varias máquinas de perforación, fresadoras e centros de mecanizado con velocidade e potencia adecuadas sexan adecuadas para a perforación en quente; O grosor do material e a diferenza no propio material afectan á determinación da velocidade de rotación.
5. Buracos prefabricados: Perforando previamente un pequeno burato de inicio, pódese evitar a deformación da peza. Os buratos prefabricados poden reducir a forza axial e a altura do cilindro, e tamén poden producir un bordo máis plano no extremo inferior do cilindro para evitar a deformación por flexión das pezas de parede fina (menos de 1,5 mm).
6. Ao golpear, empregar aceite de roscado: recoméndase utilizar billas de extrusión, que non se forman por corte senón por extrusión, polo que teñen un alto valor de resistencia á tracción e torsión. Tamén é posible usar billas de corte comúns, pero é fácil cortar o cilindro e o diámetro da broca de fusión en quente é diferente e debe facerse por separado.
7. Mantemento da broca de fusión en quente: despois de empregar a broca de fusión en quente durante un período de tempo, a superficie desgastarase e uniranse algunhas impurezas de pasta de fusión en quente ou pezas de traballo ao corpo da cortadora. Suxeite a broca de fusión en quente no portabrocas do torno ou da fresadora e triturala con pasta abrasiva. Non prestes atención á seguridade.
P1: Podo ter unha mostra para probar?
R: Si, podemos apoiar a mostra. A mostra cobrarase razoablemente segundo a negociación entre nós.
P2: Podo engadir o meu logotipo nas caixas/cartóns?
R: Si, OEM e ODM están dispoñibles con nós.
P3: Cales son os beneficios de ser distribuidor?
R: Desconto especial Protección de mercadotecnia.
P4: Como pode controlar a calidade dos produtos?
R: Si, temos enxeñeiros preparados para axudar aos clientes con problemas de soporte técnico, calquera problema que poida xurdir durante o proceso de cotización ou instalación, así como o soporte do mercado de accesorios. 100% auto-inspección antes do embalaxe.
P5: Podo ter unha visita á súa fábrica antes do pedido?
R: Por suposto, benvido á súa visita á fábrica.








